Ultrasonic Damage Can Occur on Sensitive Materials
Ultrasonic cleaning systems, under certain conditions, have the potential to damage components being cleaned when the material of construction is sensitive to ultrasonic cavitational attack, or when the material itself is prone to vibrational damage.
The cleaning of polished aluminum components represents a difficult cleaning application with regards to potential damage. As discussed on our webpage entitled Sonic Energy Distribution, all ultrasonic cleaning systems produce a cleaning pattern which is composed of a series of equidistant bands of intense cleaning activity, regardless of the inclusion of Sweep Frequency Circuits which may be included to prevent such “hotspots.” As parts are cleaned, they rest perfectly stationary in the tank, and are attacked more aggressively by the ultrasonic cleaning system at the standing wave locations. As a result, microscopic erosion of the surface occurs. This damage is more visible on highly-polished aluminum components, or other soft polished metals.
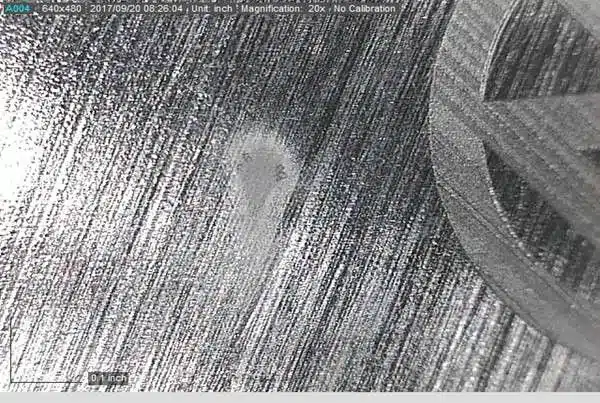
The ultrasonic damage produced on components sensitive to cavitational attack appears as very small comet-like spots which cover the entire surface. A pin-hole of surface damage is evident, and a “tail” is present which drags out from the spot in a specific direction which indicates the blast direction of the cavitational attack.
The distance between neighboring spots in the amount of time required to damage the component is determined by the ultrasonic frequency in use. The higher the operational frequency, the longer it will take to damage the proaduct since higher frequencies produce a less aggressive cleaning action. Higher frequencies will also reduce the distance between damaged areas, since higher frequencies produce a more evenly distributed, less destructive scrubbing action. Additional information regarding the differences between ultrasonic frequencies can be found on our webpage entitled “Frequency Selection“.
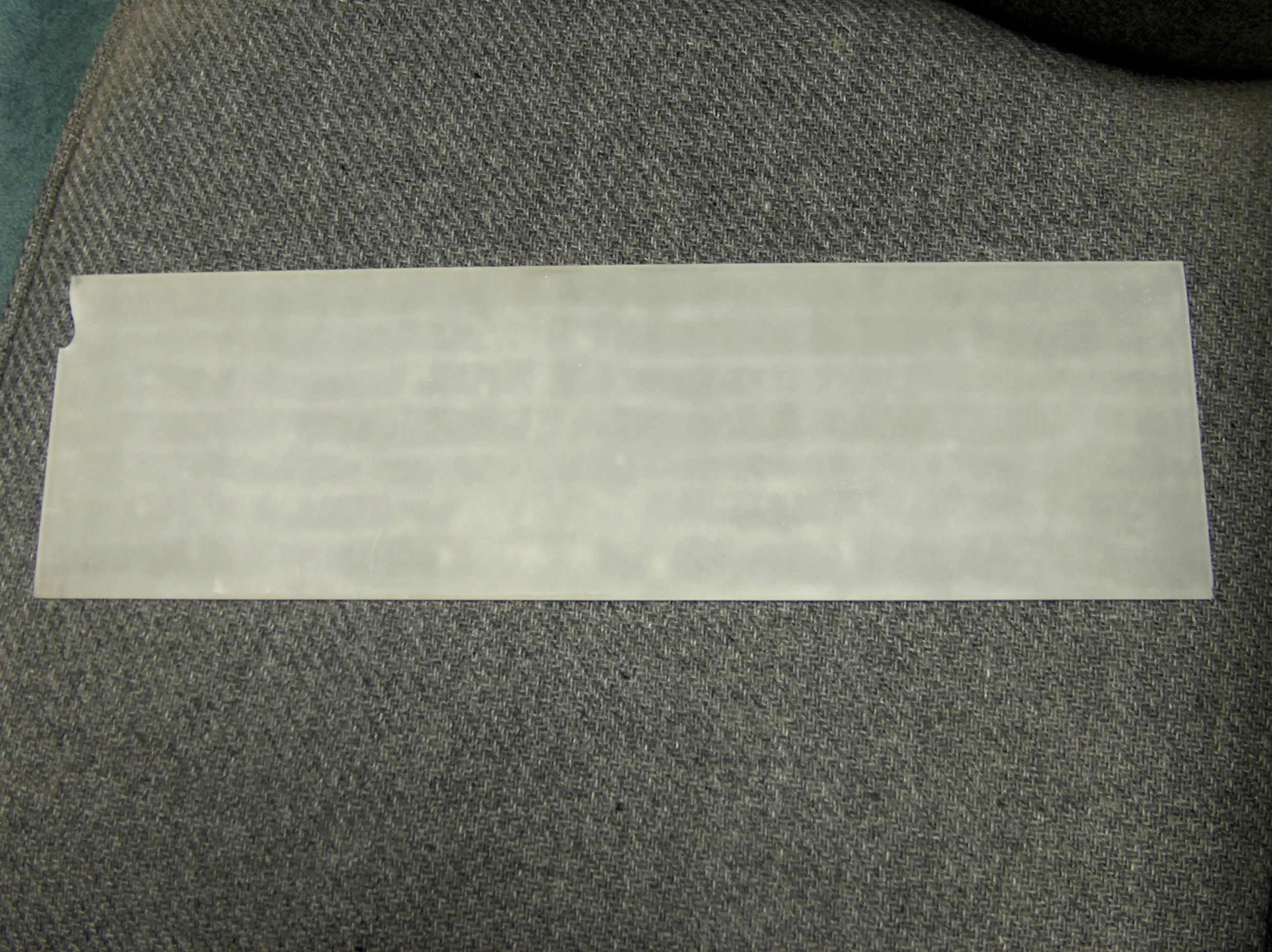
The photograph shown at the right depicts cavitational erosion damage to a frosted glass plate by a 40 kHz ultrasonic system equipped with a Sweep Frequency Circuit to minimize the production of standing waves. Note the equidistant lines of damage on the surface of the plate. The damage pattern clearly demonstrates the ultrasonic energy distribution across the surface of the part, and the fact that Sweep Frequency Circuits do little to improve the energy distribution in the cleaning tank. Had a piece of aluminum foil been placed at the same location in the tank as the glass plate depicted, a similar pattern of holes would have developed on the foil. Interestingly, this is the same pattern as is produced in Zenith’s Ultraprobe Ultrasonic Testing Instrument. The lower photo shows the device in use testing a 40kHz ultrasonic cleaner with full sweep. Can you see the similarity in the pattern on the glass and in this instrument?
In some cases, damage is not produced by the scrubbing action, but rather by vibrational resonance. Very thin glass, semi-conductor components, and other similar sensitive components are subject to this kind of damage. Items being ultra-sonically cleaned may fracture during the cleaning process. in these cases, parts should be test cleaned in various ultrasonic frequencies to determine which operational frequency can remove the contaminant in question, while simultaneously preventing to the component.
If items being cleaned already possess defects or cracks in the material, ultrasonic cleaning systems will tend to attack these areas aggressively. For example, ultrasonic cleaners are not recommended for cleaning emeralds, since these stones have natural veins in the material which are subject to vibrational separation. The same would apply to plates with cracks in them, or any other material with similar characteristics. In fact, ultrasonic cavitation will find leaks in tanks which do not leak when the ultrasonic system is not activated.
One major benefit of our CROSSFIRE Multiple Frequency Ultrasonic System is its reduction in cavitational damage potential, without sacrificing cleaning speed for most applications. Customers in the aerospace industry have tested the 40kHz/80kHz CROSSFIRE system against competitive 40kHz ultrasonic systems, and have found them to clean 4 times faster, and 16x less damaging to sensitive components. This system represents today’s Best Available Technology for ultrasonic cleaners.
Ultrasonic Damage:
- Occurs when Items Being Cleaned are Sensitive to Cavitational Erosion.
- Occurs when Items Being Cleaned are Sensitive to Vibrational Resonance Damage.
- Is Not Prevented by the Inclusion of Sweep Frequency Circuits
- Can Be Reduced by Increasing Ultrasonic Frequency
- Can Be Reduced with the Inclusion of CROSSFIRE Multi-frequency Ultrasonics.